問題
Ⅲ-21 次のうち、抜取検査の識別能力が大きい場合として最も適切なものはどれか。
① 一回抜取検査より二回抜取検査を採用した場合。
② 一回抜取検査より逐次抜取検査を採用した場合。
③ OC曲線の傾きが垂直により近い抜取検査を採用した場合。
④ 消費者危険をより小さく指定した抜取検査を採用した場合。
⑤ 生産者危険をより小さく指定した抜取検査を採用した場合。

解答
正解は 3 になります。
問題の概要
この問題は、抜取検査における「識別能力」が高い場合の条件を問うものです。
識別能力とは、抜取検査が「良いロット」と「悪いロット」をどれだけ正確に区別できるかを示す指標です。
識別能力が高い検査方式では、不良率が低いロットを合格させ、不良率が高いロットを不合格とする精度が向上します。
抜取検査とOC曲線の基本知識
抜取検査とは
抜取検査は、ロット(製品のまとまり)から一部のサンプルを抽出して品質を評価し、ロット全体の合否を判定する方法です。全数検査に比べてコストや時間を削減できる反面、サンプルに基づく判断であるため、生産者危険や消費者危険が伴います。
OC曲線(検査特性曲線)とは
OC曲線(Operating Characteristic Curve)は、抜取検査方式の性能を示すグラフで、以下を表します:
- 横軸:ロットの不良率(%)
- 縦軸:ロットが合格する確率(%)
OC曲線の傾きが急(垂直に近い)であるほど、「良品ロット」と「不良品ロット」を明確に区別できるため、識別能力が高いとされます。
各選択肢の詳細解説
① 一回抜取検査より二回抜取検査を採用した場合
- 解説:
- 二回抜取検査では、一回目のサンプル結果で合否が確定しない場合に二回目のサンプルを追加で検査します。
- この方式は、一回抜取検査に比べて柔軟性があり、生産者危険や消費者危険を低減できます。ただし、識別能力そのものが必ずしも向上するわけではありません。
- 結論:この選択肢は誤りです。
② 一回抜取検査より逐次抜取検査を採用した場合
- 解説:
- 逐次抜取検査では、サンプルを1つずつ順番に取り出して判定し、不必要なサンプル数を減らすことができます。
- 効率的な方法ですが、識別能力そのものには直接影響しません。
- 結論:この選択肢は誤りです。
③ OC曲線の傾きが垂直により近い抜取検査を採用した場合
- 解説:
- OC曲線の傾きが垂直に近いほど、「良品ロット」と「不良品ロット」を明確に区別できます。
- これは識別能力が高いことを意味します。例えば、傾きが緩やかな場合、不良率が高くても合格してしまう可能性(消費者危険)が増えます。
- 傾きが急なOC曲線は、不良率に応じた合否判定精度が高くなるため、識別能力向上につながります。
- 結論:この選択肢は正しいです(正解)。
④ 消費者危険をより小さく指定した抜取検査を採用した場合
- 解説:
- 消費者危険とは、不良品ロットを誤って合格と判定してしまうリスクです。
- 消費者危険を小さく指定すると、不良品ロットの見逃しリスクは低下します。ただし、それによって必ずしも全体的な識別能力が向上するわけではありません。
- 結論:この選択肢は誤りです。
⑤ 生産者危険をより小さく指定した抜取検査を採用した場合
- 解説:
- 生産者危険とは、良品ロットを誤って不合格と判定してしまうリスクです。
- 生産者危険を小さく指定すると、生産者側のリスクは低下します。しかし、それだけでは識別能力全体には影響しません。
- 結論:この選択肢は誤りです。
問題の要点とまとめ
問題文から導き出した結論
正解は ③:「OC曲線の傾きが垂直により近い抜取検査を採用した場合」。
ポイントまとめ
- 識別能力とは、「良品ロット」と「不良品ロット」を正確に区別する能力。
- OC曲線(検査特性曲線)の傾きが急になるほど識別能力は高まる。
- 他の条件(生産者危険や消費者危険など)は個別リスクへの対応であり、識別能力そのものには直接関係しない。
OC曲線のサンプル
OC曲線(Operating Characteristic Curve)の解説
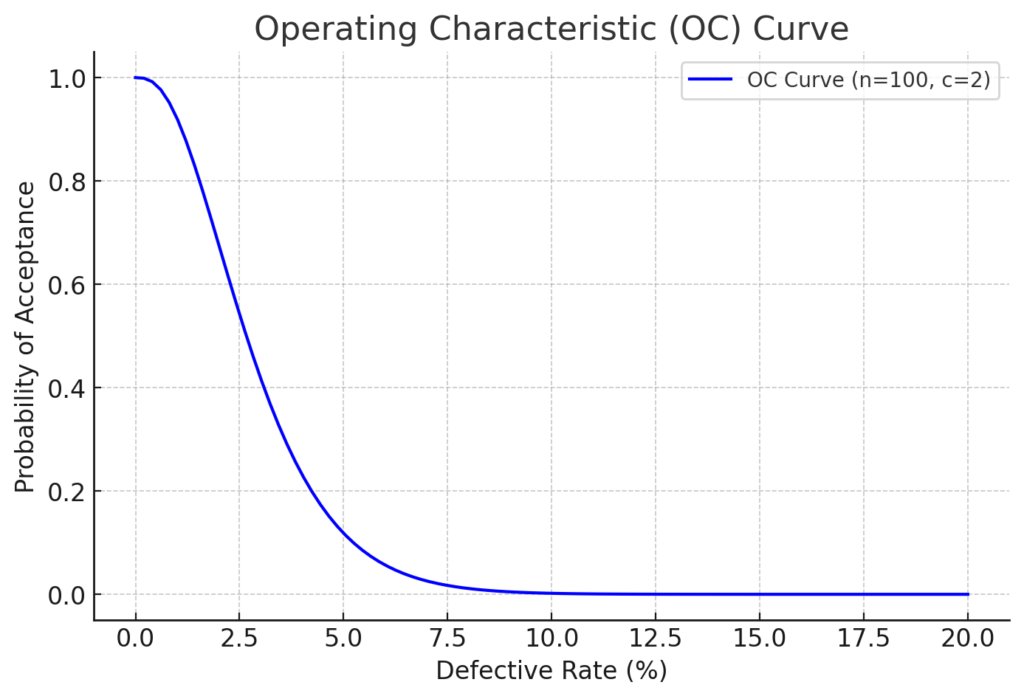
このグラフは OC曲線(操作特性曲線) で、抜き取り検査における ロットの不良率(Defective Rate %) と ロットが合格する確率(Probability of Acceptance) の関係を示しています。
1. 使用したパラメータ
このOC曲線は以下のパラメータで作成されています:
- サンプルサイズ(n) = 100
→ 1回の抜き取り検査で100個のサンプルを検査する - 合格判定基準(c) = 2
→ 検査した100個のうち、不良品が2個以下ならロットを合格とする
2. グラフの見方
- 横軸(X軸): 不良率(Defective Rate %)
- これはロット全体の中に含まれる不良品の割合を示します。(例: 5%なら100個中5個が不良品)
- 縦軸(Y軸): ロットが合格する確率(Probability of Acceptance)
- これは抜き取り検査で合格と判定される確率を表します。
3. 主な特徴
- 不良率が低い(0〜5%)
- この範囲ではロットの合格確率が高い(ほぼ100%)。
- つまり、ほとんどのロットは検査を通過する。
- 不良率が増加(5%〜10%)
- 合格確率が徐々に下がる。
- 例えば、不良率が7%の場合、ロットが合格する確率は約50%程度になる。
- 不良率が高い(10%以上)
- 合格確率は急激に低下する。
- 不良率が15%以上になると、ほぼ全てのロットが不合格になる。
4. このOC曲線が示す意味
- 品質管理の観点
- 抜き取り検査で合格しやすい不良率の範囲がわかる(例: 不良率が5%以下ならほぼ合格)。
- どの程度の不良率でロットの合格率が急激に低下するかを把握できる(例: 7〜10%で急に合格しづらくなる)。
- 抜き取り検査の設計
- 検査基準(nやcの値)を変えることで、厳しい検査 や 緩やかな検査 に調整可能。
- 例えば、cを1にすればより厳しい検査 になり、不良率が低くてもロットが不合格になりやすい。
5. まとめ
- OC曲線は、抜き取り検査の合格確率と不良率の関係を視覚的に示すグラフ。
- 低い不良率のロットは合格しやすく、高い不良率のロットは不合格になりやすい。
- この曲線を活用することで、品質管理の基準や検査方法を設計できる。
このサンプルでは n=100, c=2 の場合のOC曲線を示しましたが、サンプルサイズや合格判定基準を変更すれば、異なる曲線が得られます。
感想
おや、昨日に引き続き今日も抜取検査か。
そしてOC曲線、知らなかったのでしっかり調べて記載しました。
どうでしょうね?わかりやすいかなあ??
私は理解が深まった、「つもり」です(笑)