問題
Ⅲー8 レイアウトタイプを選択するために作成されたPQ分析の結果が、下図のように表
されたとき、アからエの各製品群のレイアウトタイプとして、最も適切な組合せはどれか。
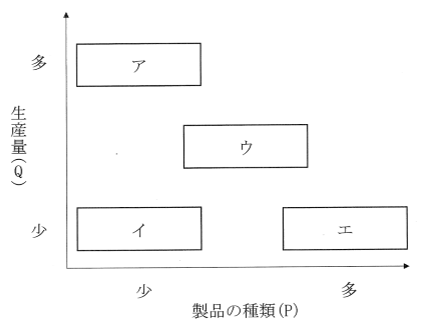
図. PQ分析とレイアウトタイプ
ア イ ウ エ
① 工程別レイアウト 製品別レイアウト セルレイアウト 固定式レイアウト
② セルレイアウト 固定式レイアウト 工程別レイアウト 製品別レイアウト
③ セルレイアウト 工程別レイアウト 製品別レイアウト 固定式レイアウト
④ 製品別レイアウト 固定式レイアウト セルレイアウト 工程別レイアウト
⑤ セルレイアウト 工程別レイアウト 固定式レイアウト 製品別レイアウト

解答
正解は 4 になります。
問題の概要
工場の生産性を左右する最大の要因の一つが「レイアウト(設備配置)」です。
最適なレイアウトを決定するための定量的判断材料として、経営工学(IE)において最も重要視されるのがPQ分析(Product-Quantity Analysis)です。
PQ分析は、製品の種類(Product)とそれぞれの生産量(Quantity)を軸に取り、生産形態の特性を可視化する手法です。
一般的に、横軸に製品種類(P)、縦軸に生産量(Q)をプロットし、各製品がどの領域に属するかを判定します。
この分析の目的は、単に配置を決めることだけではありません。
- マテリアルハンドリング(運搬)の最小化
- 仕掛品の削減
- リードタイムの短縮
- 設備稼働率の最適化
これらを実現するために、製品の「流れ」の激しさと「変化」の頻度を天秤にかけ、最も経済的な生産システムを選択する指針となります。
本問の図は、まさにこの戦略的決定プロセスを問うています。
各選択肢の詳細解説
今回の問題の正解は ④ です。
図の「ア・イ・ウ・エ」の各領域が、生産形態のどの特徴を表しているかを紐解くと、以下の通り理論的に導き出されます。
ア:製品別レイアウト(Line Layout)
領域「ア」は、製品の種類が極めて少なく(P少)、特定の品目の生産量が圧倒的に多い(Q多)「少種多量生産」の領域です。
ここでは、製品の加工順序に合わせて機械や作業台を直線的、あるいはU字型に並べる製品別レイアウトが採用されます。
- 技術的根拠: 加工経路が一定であるため、コンベア等による自動搬送が容易になり、人手による運搬ロスを最小化できます。
専用機を導入することで、高度な標準化と高速生産が可能となります。
イ:固定式レイアウト(Fixed Position Layout)
領域「イ」は、種類も少なく(P少)、量も少ない(Q少)領域ですが、特に「製品が巨大すぎて動かせない」ケースを指します。
造船、航空機、大型発電機、あるいは建築プロジェクトなどがこれに該当する固定式レイアウトです。
- 技術的根拠: 製品を動かすコストやリスクが極めて高いため、資材、機械、作業員の方を製品の場所に移動させます。
経営工学的には、作業範囲の管理と資材投入のタイミング(同期化)が管理の肝となります。
ウ:セルレイアウト(Group Technology Layout)
領域「ウ」は、アとエの中間に位置する「中種中量生産」の領域です。
異なる機能を持つ数台の機械を一つのグループ(セル)としてまとめ、一人の作業員が複数の工程を受け持つセルレイアウトが適しています。
- 技術的根拠: グループ・テクノロジー(GT)の概念に基づき、形状や加工プロセスが似た製品をグループ化します。
これにより、製品別レイアウトのような「流れ」を作りつつ、工程別レイアウトのような「品種の変化」にも対応できる高い柔軟性を確保します。
エ:工程別レイアウト(Functional Layout)
領域「エ」は、製品の種類が非常に多く(P多)、一品当たりの生産量が少ない(Q少)「多種少量生産」の領域です。
旋盤、フライス盤、ボール盤といった「機能」や「工程」ごとに機械をまとめて配置する工程別レイアウトが選択されます。
- 技術的根拠: 製品ごとに加工経路が異なるため、特定のラインを組むことが不経済になります。
汎用機械を使用することで、特定の機械が故障しても他で代用できる冗長性と、多様な設計変更に即座に対応できる柔軟性を優先します。
追加解説
PQ分析を実務で運用する際は、各製品を生産量の多い順に並べた「PQ曲線(パレート図の一種)」を作成します。
- Aゾーン(累積生産量 約70~80%):
上位数品目で全体の大部分を占めるため、専用ライン(製品別レイアウト)を構築し、徹底したコストダウンを図ります。 - Bゾーン(累積生産量 約80~95%):
中程度の製品群。類似性を分析し、セルレイアウトやGT(グループ・テクノロジー)の導入を検討します。 - Cゾーン(残りの数%):
多種多様な端数製品。これらは共通のジョブショップ(工程別レイアウト)で処理し、設備の汎用性を活かします。
このように、PQ分析はSLP(Systematic Layout Planning)の第一歩(P-Q分析)として位置づけられ、その後の「物の流れ分析(Flow of Materials)」や「アクティビティ相互関係分析」へと繋がる重要な基礎データとなります。
まとめ
- 製品別レイアウト:少種多量生産。専用設備による効率とスピードの追求。
- 工程別レイアウト:多種少量生産。汎用設備による柔軟性と設備稼働率の追求。
- セルレイアウト:中種中量生産。GTによる効率と柔軟性の両立。
- 固定式レイアウト:巨大・重量物。製品を動かさず人と思想を動かす形態。
- PQ分析:生産形態を定量的に区分し、最適レイアウトを選定するための必須ツール。
感想
今日はギリギリ正解。
しっかり把握していたわけではないけれど、消去法でなんとか。
過去問はこれが近い感。

このへん、最近工場検討のお仕事も多くなっているので本職的にも把握しておかないとな。
解説もちょっとがんばってみた。