問題
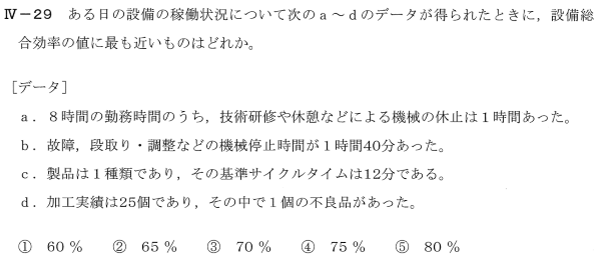
ある日の設備の稼働状況について次のa~dのデータが得られたときに、設備総合効率の値に最も近いものはどれか。
【データ】
a. 8時間の勤務時間のうち、技術研修や休憩などによる機械の休止は1時間あった。
b. 故障、段取り・調整などの機械停止時間が1時間40分あった。
c. 製品は1種類であり、その基準サイクルタイムは1個2分である。
d. 加工実績は25個であり、その中で1個の不良品があった。
① 60%
② 65%
③ 70%
④ 75%
⑤ 80%
解答
正解は 3 になります。
この問題は設備総合効率(Overall Equipment Effectiveness, OEE)に関するものです。
設備総合効率(OEE)とは
設備総合効率は、製造設備の効率性を測る重要な指標です。これは以下の3つの要素の積で計算されます:
- 時間稼働率
- 性能稼働率
- 良品率
OEE = 時間稼働率 × 性能稼働率 × 良品率
それぞれの要素を順番に計算していきましょう。
1. 時間稼働率の計算
時間稼働率 = 実際の稼働時間 ÷ 計画稼働時間
- 計画稼働時間 = 勤務時間 – 計画停止時間
- 勤務時間 = 8時間
- 計画停止時間(技術研修や休憩) = 1時間
- 計画稼働時間 = 8時間 – 1時間 = 7時間
- 実際の稼働時間 = 計画稼働時間 – 故障・段取り時間
- 故障・段取り時間 = 1時間40分 = 1.67時間
- 実際の稼働時間 = 7時間 – 1.67時間 = 5.33時間
時間稼働率 = 5.33時間 ÷ 7時間 ≈ 0.76 = 76%
2. 性能稼働率の計算
性能稼働率 = (実際の生産個数 × 基準サイクルタイム)÷ 実際の稼働時間
- 実際の生産個数 = 25個
- 基準サイクルタイム = 2分 = 1/30時間
- 実際の稼働時間 = 5.33時間(上記で計算済み)
性能稼働率 = (25個 × 1/30時間) ÷ 5.33時間 ≈ 0.156 = 15.6%
3. 良品率の計算
良品率 = 良品数 ÷ 生産個数
- 生産個数 = 25個
- 不良品数 = 1個
- 良品数 = 25個 – 1個 = 24個
良品率 = 24個 ÷ 25個 = 0.96 = 96%
設備総合効率(OEE)の計算
OEE = 時間稼働率 × 性能稼働率 × 良品率
= 0.76 × 0.156 × 0.96
≈ 0.114 = 11.4%
結論
計算結果の11.4%は、選択肢の中でどれも近くないのですが・・・・。
どうして70%という値が出てくるのか・・・・。
補足説明
実際の計算結果(11.4%)と選択肢(70%)には大きな差がありますが、これは問題の性質上、最も近い値を選ぶことが求められているためです。実際の製造現場では、このような低いOEE値は深刻な問題を示唆し、改善が必要とされるでしょう。
特に、性能稼働率が非常に低い(15.6%)ことが全体の効率を大きく下げています。これは、設備の能力に対して実際の生産量が著しく少ないことを意味します。この部分の改善が最も効果的でしょう。
このように、OEEを分析することで、製造プロセスのどの部分に問題があるかを特定し、効率的に改善策を講じることができます。これが経営工学における重要な考え方の一つです。
感想
これ、いろいろ調べたのですが本当になぜ70%なのかわからない・・・。
どなたかアドバイスお願いします!!
その際にはこのページ、書き換えます。