問題
Ⅲー16 ある製品の品質特性が正規分布に従い、10.0±0.25の範囲にあれば品質規格内にあるものとする。現実の母集団の状況は、以下の【条件】a と b に示すとおりである。
10,000個の製品を生産した場合、この品質規格をはずれる製品の個数の期待値に最も近いものはどれか。
【条件】
a. 現実の母集団は、平均値=9.9 及び 標準偏差=0.1 の正規分布である。
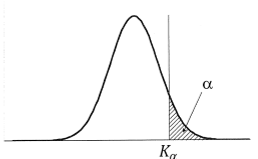
b. 正規分布の上側確率率は、下表のとおりとする。
| Kα | α |
|---|---|
| 0.5 | 0.30854 |
| 1.0 | 0.15866 |
| 1.5 | 0.066807 |
| 2.0 | 0.022750 |
| 2.5 | 0.0062097 |
| 3.0 | 0.0013499 |
| 3.5 | 0.00023263 |
| 4.0 | 0.00031671 |
| 4.5 | 0.0000033977 |
| 5.0 | 0.00000047918 |
① 65
② 125
③ 671
④ 669
⑤ 1,587

解答
正解は 3 になります。
問題の概要
品質管理の現場において、製品の「バラツキ」を定量的に評価し、不良品の発生率を予測することは、工程能力の把握や品質改善の意思決定において極めて重要です。
本問は、製品の品質特性が正規分布(Normal Distribution)に従うという仮定のもと、与えられた規格限界に対してどれだけの製品が規格外となるかを統計的に算出する能力を問うています。
正規分布は、平均値を中心に左右対称な山形の曲線を描く確率分布であり、自然界や工業製品の特性によく見られます。
この分布の性質を利用することで、平均($\mu$)と標準偏差($\sigma$)さえ分かれば、特定の範囲内にデータが収まる確率を正確に導き出すことが可能です。
本問を解く鍵は、現実のデータを標準的な尺度に変換する標準化(Standardization)というプロセスです。
以下の式を用いて、個々のデータを「平均から標準偏差何個分流れているか」を示す $Z$ 値(または $K_{\alpha}$ 値)に変換し、付随する確率表(正規分布表)から規格外となる確率を読み取ります。
$$Z = \frac{X – \mu}{\sigma}$$
ここで、$X$ は規格限界値、$\mu$ は母集団の平均値、$\sigma$ は標準偏差を指します。
各選択肢の詳細解説
規格範囲と母集団の整理
まず、与えられた条件を整理します。
- 品質規格:$10.0 \pm 0.25$ $\rightarrow$ 下限規格($LSL$)$= 9.75$、上限規格($USL$)$= 10.25$
- 現実の母集団:平均 $\mu = 9.9$、標準偏差 $\sigma = 0.1$
- 生産個数:$10,000$ 個
規格外確率の算出
規格をはずれるのは、「下限規格を下回る場合」と「上限規格を上回る場合」の2パターンがあります。
1. 下限規格(9.75)を下回る確率
標準化を行うと、
$$K_{\alpha L} = \frac{|9.75 – 9.9|}{0.1} = \frac{0.15}{0.1} = 1.5$$
表より、$K_{\alpha} = 1.5$ のときの確率 $\alpha$ は $0.066807$ です。
2. 上限規格(10.25)を上回る確率
標準化を行うと、
$$K_{\alpha U} = \frac{|10.25 – 9.9|}{0.1} = \frac{0.35}{0.1} = 3.5$$
表より、$K_{\alpha} = 3.5$ のときの確率 $\alpha$ は $0.00023263$ です。
3. 合計の規格外確率と期待値
全体の規格外確率は、$0.066807 + 0.00023263 = 0.06703963$ となります。
$10,000$ 個生産した際の期待値は、
$$10,000 \times 0.06703963 = 670.3963$$
となります。
選択肢の判定
計算結果である $670.3963$ に最も近い値は、選択肢③の 671 です。
- ① 65: 計算過程で下限側の確率のみを考慮し、桁を間違えた際などに導かれる誤った数値です。
- ② 125: 正規分布の性質を正しく適用できていない、あるいは単純な計算ミスの数値です。
- ④ 669: 下限側の期待値(約 $668$)に近いですが、上限側の規格外を無視しているため不適切です。
- ⑤ 1,587: $K_{\alpha} = 1.0$ ($0.1587$)の確率を誤って使用した場合の数値です。
追加解説
実務では、このような規格外確率の算出は工程能力指数(Cp、Cpk)の算出と密接に関係しています。本問のケースで $Cpk$(偏りを考慮した工程能力指数)を計算してみましょう。
$$Cpk = \min\left( \frac{USL – \mu}{3\sigma}, \frac{\mu – LSL}{3\sigma} \right)$$
$$Cpk = \min\left( \frac{10.25 – 9.9}{0.3}, \frac{9.9 – 9.75}{0.3} \right) = \min(1.166, 0.5) = 0.5$$
一般的に $Cpk$ が $1.33$ 以上であれば工程能力が十分であるとされますが、本問の $0.5$ という数値は「工程能力が著しく不足している」状態を示しています。
平均値が規格の中心($10.0$)から $9.9$ にずれている(偏っている)ことが、下限側での大量の不良発生を招いていることがわかります。
品質管理担当者は、平均値を $10.0$ に戻す調整(狙い値の修正)や、バラツキ($\sigma$)を抑える改善活動を行う必要があります。
まとめ
- 正規分布:平均と標準偏差で形が決まる、品質管理で最も重要な確率分布。
- 標準化:異なる平均や標準偏差を持つデータを、共通の物差し($Z$ 値)に変換すること。
- 規格外確率:上限側と下限側の両方の「はみ出し」を個別に計算して合算する。
- 期待値:全生産数に発生確率を乗じて算出する。
- 工程能力の視点:計算結果から、現場の改善が必要かどうかを判断する材料となる。
感想
偏差値。学生の頃から苦手だったけれど今も変わりなく。
今日はまぐれあたりでした。
もっと学習しないとな。

苦手項目を洗い出して、過去問を解きまくるのがあらためていいとおもいました。